
白城切割Q345D热轧工字钢 28B工字钢 可加工定制
白城切割Q345D热轧钢 28B钢 可风管法兰面在过程中必须注意保持9度直角,过大或过小均会影响风管法兰的质量如风管扭曲、错位及和连接上的不便。共板式无法兰连接所需的辅助设备:卷板进行校平所需的卷板校平机,卷板或薄钢板进行剪断所需的剪板设备(如龙门剪板机、圆盘剪板机或圆盘直线、曲线剪板机即可进行板材直线剪断,又可进行风管弯头部分的曲线剪切),制风管进行咬口连接所需的弯头咬口机(如联合角咬口机、单平咬口机或按扣式咬口机)、制风管弯头部分所需的弯头咬口机(如弯头联合角咬口机或弯头按扣式咬口机),增加风管强度所需的起筋设备(如压筋机,压筋合缝两用机或五线压筋机),法兰预留边剪角所需的手动剪,剪角机或电动剪,风管进行折边和风管法兰连接面的折边所需的共板法兰手动折边机或板料液压折边机配 模具及两段风管法兰面四角连接矩形风管无法兰连接风管漏风量的性能比较:插接式无法兰连接在涂密封胶的情况下,其漏风量分别为C型边4.5m3/m2.h和S型边4.8m3/m3.h,未涂密封胶的情况下其漏风量分别为C型边4.65m3/m2.h和S型边4.95m3/m2.h.插接式无法兰连接在C型边和S型边混合连接的情况下,其漏风为涂密封胶4.8m3/m2.h,未涂密封胶为4.95m3/m2.h。
今天,让我们来认识一下型钢大家族中一个非常大的部落-钢。前面的讲的H型钢其实也是钢的一种,这次让我们来认识一下市场中应用非常广泛的钢。



白城切割Q345D热轧钢 28B钢 可有代表性的是集机电一体化的铁芯精密自动阀片多功能模具,已基本达到水平。但总体上和国外多工位级进模相比,在精度、使用寿命、模具结构和功能上,仍存在一定差距。汽车覆盖件模具技术正在不断地提高和完善,高精度、益设备的使用越来越广泛。高性能的五轴高速铣床和三轴的高速铣床的应用已越来越多。NDNC技术的应用越来越成熟,可以进行倾角和超精。这些都提高了模具型面精度,提高了模具的质量,缩短了模具的周期。
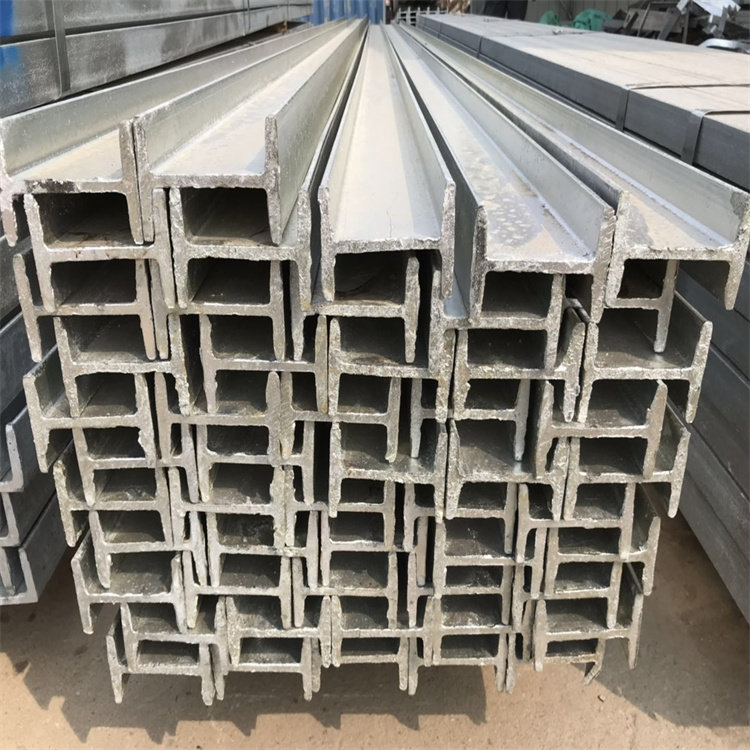
轧三特钢钢又称钢梁,是截面形似汉字“工”,腹板和翼板的连接处有弧度,(H型钢是平的)其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如工160*88*6,即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的钢。钢的规格也可以用型号表示,型号表示腰高的厘米数,如16#;腰高相同的钢有几种不同的腿宽和腰厚,需在型号右边加A、B、C予以区分,如25#A 、25#B 、25#C;市场常见的为A型和B型。钢广泛用于各种建筑结构、桥梁、车辆、支架、机械等。
轧三特钢市场上的钢产地日照、莱钢、宝得,公差在6%以内,材质Q235B;产地河北的公差为8%--12%,材质为Q235。钢从20#始分A、B型,B型比A型的无论在腿高、腰厚,都要多2mm。
市场主要用的钢,主要为国标(日钢/宝得)以及10点负差左右的河北产地,非标产品主要用于承重要求不高的小工程以及家用等。
白城切割Q345D热轧钢 28B钢 可PCM工艺商品化设备为PCM-12型典型案例它是用于渤海某海上钻井上的水泵叶轮的铸型和铸件。由于该叶轮是异型叶轮,所以需要重新设计。使用传统工艺,包括制模、造型和铸造,需要两个月。采用PCM工艺,从设计到铸件完成,只用了2个星期,大大快于传统工艺,分层厚度为.3mm。据测量,铸件尺寸精度达到CT9~CT8级,表面粗糙度达到Ra25~12.5μm(表面轮廓算术平均偏差),完全可以满足实际生产要求。
试验结果表明,原矿经过螺旋溜槽一粗一别,可以先获得一部分铁品位为64.35%的重选精矿,其产率为13.7%,铁率为24.31%。图1方案1重选试验流程方案1磁选试验对重选尾矿进行弱磁选-强磁选。SLon立环脉动高梯度磁选机具有脱泥效果好、作业精矿品位高、抛尾效果好的优点,能为浮选作业降低剂消耗和获得高质量的铁精矿创造良好的条件。为此,选择SLon型高梯度强磁机作为强磁选设备。在磁场强度条件试验的基础上,按图2流程进行磁选试验,方案1反浮选试验通过对磁选精矿进行反浮选来获得合格精矿。